| つみ木ができるまで |
こちらでは、<1本の木>から<遊ぶ手のひら>に届くまでの過程をご紹介します。
|
| 伐採 |
 |
ブナの木が山から伐採され丸太となります。
ブナの木はとても含水率が多いため丸太を立てておくと、地面が水浸しになることもあるそうです。 |
| 製材 |
|
まず、丸太を「バーカー」という機械で樹皮を剥きます。次に、歩留まりがよくなるよう丸太を帯鋸で定寸に挽いていきます。
近年、国産ブナ材は丸太の径が小さくなってきており厚い材が取りにくいのが実情です。
|
製材所にて
乾燥 |
 |
製材所で製材された木材は間に桟木を挟みきっちり積まれ、雨が当たらぬよう天然乾燥されます。木の乾燥はほとんどが木口(木の断面)から乾燥していきます。
また乾燥は「一寸一年」と言われることがあります。板厚cmの材を乾燥させるのに、1年間天然乾燥させてやっと使用できる含水率になるということです。(樹種や気候に差があります)
|
材料の
仕入れ |
 |
製材所から運ばれてきた材料をつみ木堂の敷地内、工場屋根の下または保管庫に積み上げます。
コンテナや大型トラックで運ばれてくる材料は、運転手さんの御協力のもと、手降ろしします。
また、台風や大雨の降る天気予報が出ているときは全体にブルーシートかけたりと保守管理しています。 |
| つみ木の加工 |
| 木取り |
 |
仕入れた板材をつみ木に適した幅にカットします。
(仕上がり寸法+3~4mm) 機械を使用するときは、集中力を要します。
考え事などをして集中力を欠いていると便利な機械も無情に指などを持っていってしまうからです。 |
| 屋内乾燥 |
 |
木取りした材料はつみ木堂工場内で 互い違いに積み上げます。
ここでも少なくとも数ヶ月は置いて材料を気候になじませます。
ここまで数年乾燥させたブナでも、この期間でさらに反ったりすることがあるので、ここで材料に暴れるだけ暴れてもらいます。 |
つみ木の
加工 |
|
まず、手押しかんなで数回かけて真っ直ぐな一面を出し、その反対面を仕上がり寸法+0.2mmで自動一面かんなで削ります。
次に手押しかんなで直角面を出し、反対面を仕上がり寸法+0.2mmで自動一面かんなで削ります。
大きなケガではありませんが手押しかんなを使用中、押さえていた手が節で弾かれ回転中の刃に指が触れた程度で指の肉をスライスしてしまったことがあります。
|
丸棒の加工
(円柱の
加工) |
 |
丸棒(円柱)は専用の旋盤という機械で材料を回転させながら倣い板に沿って刃で削っていきます。
仕上がり0.2mm程度で仕上げ、 また専用の丸棒サンダーという研磨機にかけ触りを整えます。 |
| 研磨 |
|
加工した4面をワイドサンダー(ぺーパー粒度240)で1面ずつ研磨します。
|
| 面取り |
|
角材の4辺の面取りをします。
|
| カット |
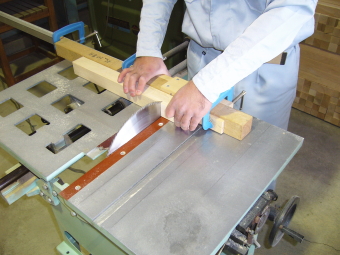 |
角材を定寸にカットしていきます。
精度を大切にするため寸法ピタリとなるまで何度も測り直し寸法を決めます。
この工程はカットする寸法が小さいほどチップソーに手が近づくため一番集中する工程です。 |
| 面取り |
|
1辺ずつ面取りをします。
|
| 三角づくり |
 |
立方体を1ピースずつ斜めにカットします。
こちらもチップソーに指が近づくため気を抜けない工程に1つです。
斜めにカット後、カット面を粗いやすりで削り、細かいやすりをかけ仕上げます。
※立方体に鋸を入れるため、鋸厚とやすりで削った分三角形は小さくなります。(2mm程度) |
カラーつみ木
の塗装 |
|
2020年製作分より順次
植物性塗料オスモカラー塗装となります。
2020年以前のつみ木はST(セーフティトイ)基準に適合する塗料なので舐めても安全です。
|
| 木箱の加工 |
| 木取り |
 |
1枚の板から木箱に必要な長さと幅の寸法にカットします。
|
| 屋内乾燥 |
 |
カットした木箱用の板をつみ木の乾燥同様、互い違いに積み上げ乾燥させます。
こちら工程で、つみ木堂工場の奥で数ヶ月寝かせます。 それにより、じっくりゆっくり乾燥していきます。 |
| 木箱の加工 |

 |
乾燥させた板を2枚に割きます。
なるべく節などの大きな欠点が無い限り1枚の板から1つの木箱をつくっていきます。
こちらの工程は簡単に
1枚の板を板を2枚に割く
↓
自動・手押しカンナを掛ける
↓
ワイドサンダーで研磨
↓
1枚の板をタテ・ヨコに
切り分ける
↓
ロッキング加工
↓
底板の溝加工
↓
底板の桟穴加工
↓
底板を定寸にカット
↓
焼印を押す
と、細かいものを省略すると上記が組み上げる前の加工です。 |
あられ組み継ぎ
(ロッキング) |

 |
ロッキング加工はきつくしていますので、木箱を組み上げるときは当て板をして叩き込むように組んでいきます
とても丈夫に組み上がりますので余ほどの高さと角から落とさない限りほとんどロッキングが外れることはありません。
そして、組み上がった木箱の底板の溝穴を細木で埋めて今一度、乾燥のため寝かせます。 (数週間~数ヶ月)
ここで寝かせる(乾燥させる)ことにより仕上がった時の木箱の収縮具合が落ち着き、安定した木箱ができます。 |
| 木箱を整える |
|
寝かせた木箱の天端・下端を下駄の木口を削る機械で平らにします。 そして、コーナーロッキングで少し組み出た4つのコーナーを整えます。 最後に外側と内側の面取りをします。
|
| 木箱の研磨 |
|
木箱の面取り部分含めて全面を研磨します。
|
| 木箱の塗装 |
|
木箱を植物性塗料オスモカラーで塗装します。
※2020年製作分よりオスモカラーの塗料に変更しています。 |
| 仕上げ |
|
最後に1つずつ確認しながら乾拭き仕上げをします。
|
| 木箱詰め |
 |
それぞれ木箱に詰め、終わりにエアーで木粉などを吹き飛ばします。 |
| パッケージング |
 |
商品それぞれ専用のダンボールパッケージなどに入れ、完成です。
|
| 商品の発送 |
|
お客様や卸し先店舗からのご注文を受け、荷造り梱包をして 配送業者様に荷物を預けます。
|
|
|
|